
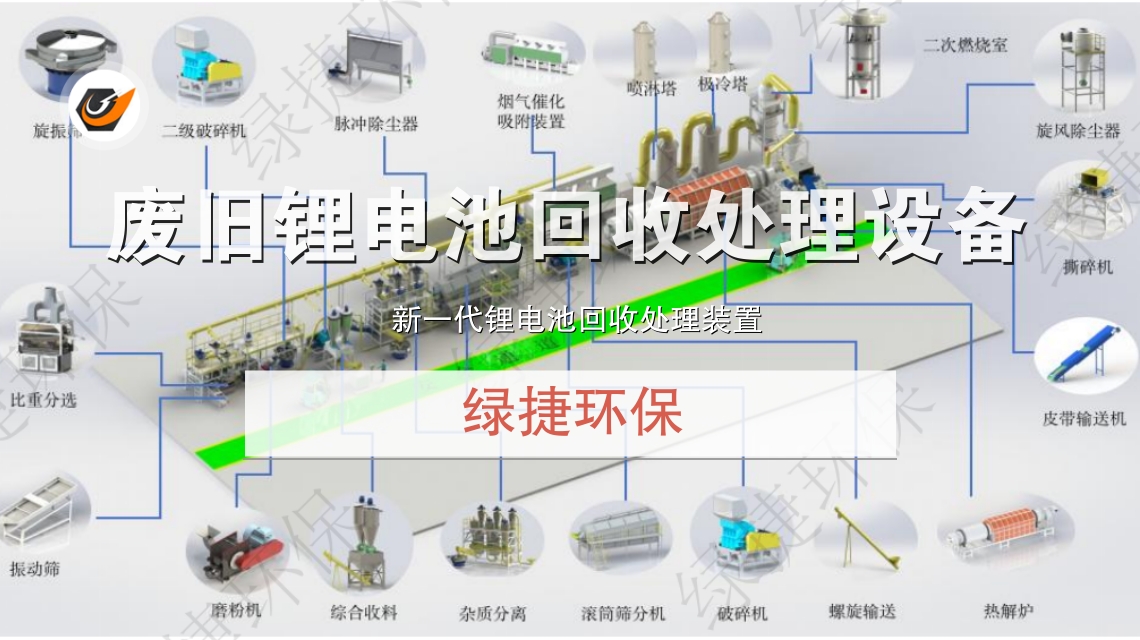
锂电池回收处理设备破碎分选这一系统集成了上料系统、无氧撕碎系统、低温烘干系统、预分选系统、高温热解系统、多组筛分分选系统、深加工系统、尾气处理系统、消防系统和控制系统等多个关键环节,形成了一条完整的电池回收生产线。每个系统都经过精心设计,确保电池回收过程的高效、环保和安全。

值得一提的是,该系统采用了多段的黑粉收集技术,这一创新点使得回收过程中得到的黑粉杂质含量更低,各类物料的纯度更高,从而大大提高了回收价值。相比市场上常见的最后才进行筛分收集的方法,多段收集技术无疑是一种更为先进、高效的解决方案。
锂电池回收处理设备无氧撕碎系统是该系统的另一大亮点。这一系统通过无氧环境进行电池破碎,大大降低了起火的风险。与现有技术中人工破开电池、释放电解液之后再进行破碎的方法相比,无氧破碎处理更加环保、安全、高效。它不仅避免了电解液的泄露和污染,还提高了破碎效率,降低了能耗。
在电池回收过程中,尾气处理是一个不可忽视的环节。该系统配备了高效的尾气处理系统,能够有效去除尾气中的有害物质,确保排放达到国家标准,守护蓝天白云。
锂电池回收处理设备控制系统是整个系统的“大脑”,负责监控和管理各个系统的运行状态。通过智能化管理,控制系统能够实时调整各个系统的运行参数,确保系统的高效、稳定运行。同时,控制系统还具备故障预警和自动修复功能,大大提高了系统的可靠性和稳定性。锂电池回收处理设备全流程破碎分选回收系统的出现,为电池回收行业带来了新的发展机遇。它以其高效、环保、安全的特点,赢得了市场的广泛认可。随着技术的不断进步和应用的不断拓展,相信这一系统将在未来的电池回收领域发挥越来越重要的作用,为环保事业贡献更大的力量。




{kind=link}