废旧锂电池回收处理设备创新突破,热解综合回收一体化系统
发布时间:2024-09-25 14:09:35 浏览
次
系统由多个关键部分组成。安全破碎系统全程采用惰性气体保护,营造无氧环境,成功阻断电池破碎时可能引起的短路起火燃烧,大幅提高了生产效率和安全性。
连续式无氧热解系统采用柔性组合密封,在无氧环境下能够安全稳定运行。它集溶剂挥发、隔膜热解、粘结剂碳化及废气焚毁、烟气净化五大功能于一体,相比传统工艺流程缩短了 50%,极大地促进了极粉与集流体的分离,实现了铜箔、铝箔、极粉的全组分价值回收。同时,采用燃气式加热,热解气全部梯级回收利用,节能减排效果显著,达 80% 以上。

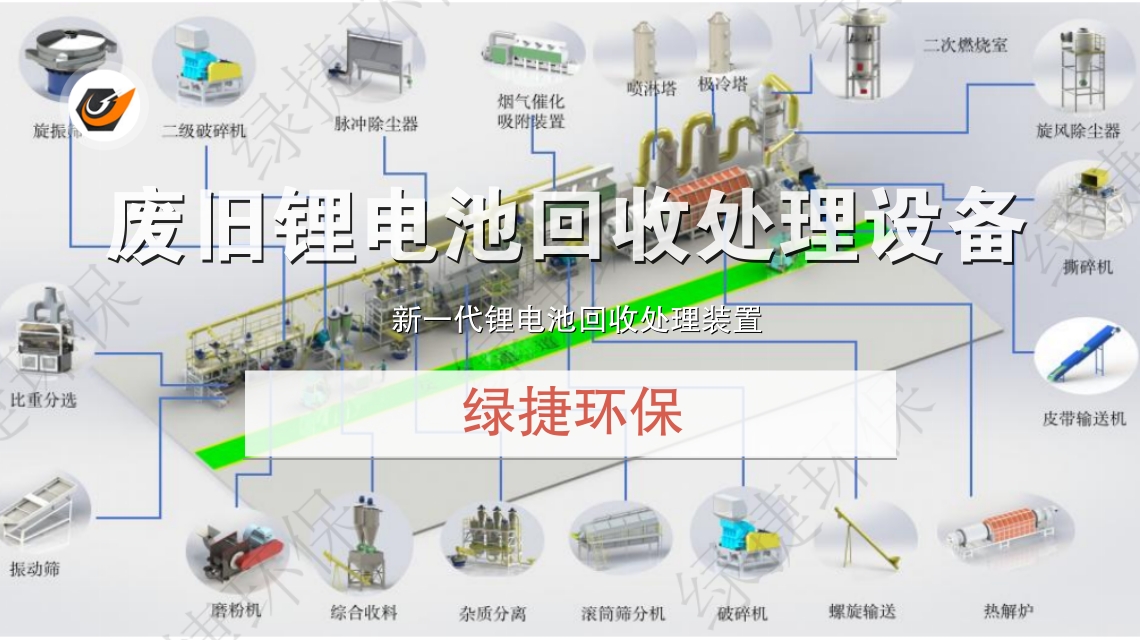
组合分选系统通过涡流粉碎分级装置、铜铝综合分选装置、气流分选装置、圆盘筛分装置和研磨装置的组合设计,能够高效剥离与分选价值组分,如铜箔、铝箔、极粉、钢壳、铁壳。
安全监控系统遵循危废装备级安全理念,在破碎装置和热解装置设置有分段控制的阻隔阀门,有效阻止气流回流。同时,含氧实时监控、温度分段监控、视频监控与 PLC 和上位机的集中连锁控制相结合,显著提高了系统的安全性。
环保清洁系统采用密闭负压输送,杜绝了气体逃逸。有机气体利用自带热风炉全部高温焚毁(850℃ 至 1100℃),烟气停留时间达 2 秒以上,无需额外增加 RTO/TO 炉进行气体焚烧,确保了烟气排放稳定达标,实现了电池回收的环保清洁。
该技术具有诸多显著特点。整套系统装备工序仅为 10 道,较传统工序减少 50%,运营维护成本降低 20%。集五大功能于一体,实现全组分安全环保回收,并且热解气回用,节能减排达 80%。
这一创新的热解综合回收一体化系统为废旧锂电池的高效、安全、环保回收提供了强有力的解决方案,有望推动废旧锂电池回收产业迈向新的发展阶段。





{kind=link}